
Profil- bzw. Rippenkühlkörper werden im Extrusionsverfahren hergestellt. Dabei wird das Metall – in der Regel eine Aluminium-Stranggusslegierung mit einer Wärmeleitfähigkeit von 180 W/mK, seltener Reinaluminium oder Reinkupfer – durch eine Matrize gepresst. Die individuelle Gestaltung dieses Extrusionswerkzeugs gibt das Kühlkörperdesign vor. Einmal angefertigt, können auf diese Weise mit einer Matrize beliebig viele Kühlkörper produziert werden, wodurch sich niedrige Stückkosten ergeben.
Optimierung durch CNC-Bearbeitung und Oberflächenveredelung
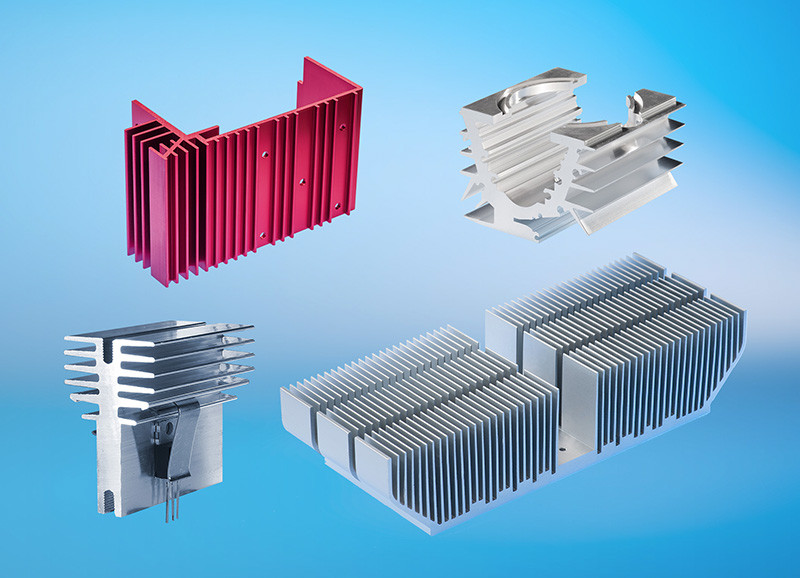
Beim Strangguss ergeben sich verfahrensbedingt unvermeidliche Toleranzabweichungen, die sich jedoch durch eine nachträgliche CNC-Bearbeitung nach Zeichnungsvorgabe ausgleichen lassen. Dadurch wird der Kontakt zwischen der elektronischen Komponente und dem Kühlkörper optimiert, der Wärmeübergangswiderstand verringert sich und die Wärmeleitung wird verbessert. Neben der CNC-Bearbeitung bietet CTX auch eine Oberflächenveredelung durch Eloxieren, Pulverbeschichten, Chromatieren oder Lackieren an.
Anwendungsspezifische Kühllösungen und Standardausführungen
Das CTX-Portfolio umfasst sowohl individuelle und CNC-bearbeitete Stranggussprofile als auch klassische Profil- bzw. Rippenkühlkörper in den unterschiedlichsten Geometrien und Varianten. Dazu zählen Standardausführungen wie Lamellen-, Kammprofil- und Fingerkühlkörper sowie Kleinstkühlkörper. Die Größe dieser Standard-Profilkühlkörper reicht von 12,4 mm bis 750 mm Breite, das Gewicht beträgt zwischen 130 g/m und 75,1 kg/m und der Wärmewiderstand liegt bei Rth-Werten zwischen 81,6°C/W und 0,04°C/W.
Mehr Informationen auf der Webseite des Anbieters.



{kind=link}